網站首頁
關于(yú)我們
新聞資訊
産品中心
解決方案
服務支持
人(rén)力資源
渠道(dào)建設
聯系我們
新聞資訊
新聞首頁
公司新聞
行業資訊
應用案例
您當前位置:
網站首頁
>
新聞資訊
>
應用案例
> PLC及人(rén)機界面砂帶刮毛機上(shàng)的(de)應用
PLC及人(rén)機界面砂帶刮毛機上(shàng)的(de)應用
發布時(shí)間: 2013.02.27
本文介紹了(le/liǎo)正航人(rén)機界面與兩台正航PLC通訊,在(zài)砂帶生産線刮毛機上(shàng)的(de)應用。在(zài)人(rén)機界面上(shàng)設定運行數據通過PLC高速輸出(chū)來(lái)控制步進電機,以(yǐ)調整刮刀與坯布間的(de)工作間隙。
一(yī / yì /yí)、引言
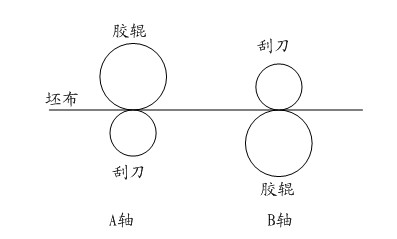
在(zài)砂帶生産線中,其前道(dào)工序要(yào / yāo)求對坯布進行處理,清除其表面突起的(de)纖維。坯布與膠輥與刮刀保持一(yī / yì /yí)定距離的(de)間隙,在(zài)0.2-0.6mm間。在(zài)坯布刮刀之(zhī)前有檢測布縫的(de)電容式傳感器。當有布連接縫接近刮刀時(shí),要(yào / yāo)求刮刀與坯布迅速打開一(yī / yì /yí)段距離,約40-60mm間。原系統采用氣缸打開、關閉。由于(yú)氣缸固有特性,使控制效果不(bù)理想。我方通過步進電機驅動膠輥,進行間隙調整達到(dào)理想效果。
二、系統構成
坯布需要(yào / yāo)兩面處理,上(shàng)下兩面同時(shí)刮除突起的(de)纖維。有兩個(gè)刮刀與兩個(gè)膠軸配合構成兩個(gè)工作軸,分别爲(wéi / wèi)A、B軸。每軸兩端分别有一(yī / yì /yí)台步進電機,A機與B機。
系統圖下:
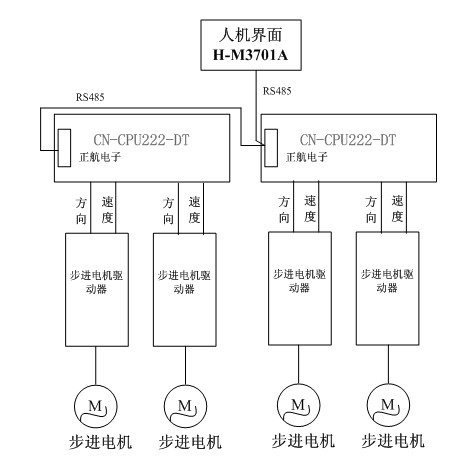
每台步進電機都有一(yī / yì /yí)台驅動器,共四台驅動器,驅動器由PLC控制。電機輸出(chū)軸經減速機輸出(chū)給膠輥。
由于(yú)絕大(dà)多數PLC隻有兩個(gè)高速輸出(chū)口,可控制兩台步進電機驅動器。也(yě)可采用一(yī / yì /yí)台主機加高速定位模塊完成對四台電機的(de)控制,但定位模塊成本比較高。本系統采用了(le/liǎo)兩台正航CN-CPU222-DT型PLC和(hé / huò)正航H-M3701A人(rén)機界面,PLC輸入輸出(chū)爲(wéi / wèi)8入/6出(chū)。一(yī / yì /yí)台PLC的(de)高速脈沖Q0.0、Q0.1控制2台步進驅動器的(de)運行速度,其Q0.4、Q0.5分别控制步進驅動器的(de)運轉方向,步進電機驅動器要(yào / yāo)求輸入速度信号及方向信号。
三、工作原理
3.1 刮刀與膠輥平行調整。由于(yú)某原因,可能導緻刮刀與膠輥不(bù)平行,也(yě)就(jiù)是(shì)一(yī / yì /yí)個(gè)軸左右兩邊與刮刀間隙大(dà)小不(bù)一(yī / yì /yí)緻。可以(yǐ)調整工作軸中的(de)一(yī / yì /yí)台電機,使其上(shàng)升或下降使刮刀與膠輥平行。調整平行後即可使本膠輥投入正常使用。在(zài)人(rén)機界面上(shàng)設計有控制A軸A機和(hé / huò)B軸A機的(de)手動按鈕。間隙由塞尺測量。
3.2 工作間隙的(de)調整。在(zài)投入自動使用前,必須對間隙進行調整。在(zài)界面上(shàng)有兩種方法可以(yǐ)實現。一(yī / yì /yí)種是(shì)點動控制,另一(yī / yì /yí)種是(shì)設定運行數據進行控制。點動控制适用于(yú)在(zài)不(bù)知道(dào)膠輥與刮刀間隙時(shí)的(de)初次調節間隙。首先用點動控制使膠輥與刮刀間隙爲(wéi / wèi)零,即調零。然後再人(rén)機界面上(shàng)設定打開間隙量。當改變坯布品種時(shí),隻需根據兩種坯布厚度差别,設定要(yào / yāo)改變的(de)間隙量即可。
3.3 人(rén)機界面的(de)設計。 一(yī / yì /yí)台正航人(rén)機界面通過RS485通訊線與2台PLC相連。一(yī / yì /yí)個(gè)按鈕控制兩個(gè)PLC的(de)中間繼電器M2.0,即自動按鈕。當M2.0爲(wéi / wèi)ON時(shí),兩個(gè)PLC的(de)工作狀态爲(wéi / wèi)自動模式。人(rén)機界面上(shàng)還可以(yǐ)設定自動運行時(shí)刮刀打開間隙。分别有兩個(gè)數值輸入按鈕,寫進兩台PLC,經過數據變換,作爲(wéi / wèi)步進電機控制器的(de)脈沖輸出(chū)量。調零工作完成後,調整工作間隙,然後使M2.0置爲(wéi / wèi)ON,投入自動運行。
3.4 步進電機驅動器的(de)設置。步進電機驅動器的(de)細分設置爲(wéi / wèi)0.72,即PLC輸出(chū)給步進電機驅動器每500個(gè)脈沖,步進電機輸出(chū)軸旋轉一(yī / yì /yí)周。細分值與PLC的(de)高速輸出(chū)命令相配合。細分過大(dà)時(shí)電機會因負載大(dà)而(ér)失步,細分太小時(shí),在(zài)自動運行時(shí),打開距離不(bù)夠而(ér)使布縫被刮斷。
四.應用效果及問題
經過一(yī / yì /yí)段時(shí)間的(de)運行,證明系統運行正常,達到(dào)了(le/liǎo)設計要(yào / yāo)求。在(zài)程序設計中,利用高速輸出(chū)命令PLS,遠行穩定可靠。由于(yú)采用兩台PLC,其控制對象工況一(yī / yì /yí)樣,兩台PLC程序完全一(yī / yì /yí)樣,程序調試簡便。
關于(yú)我們
公司簡介
企業文化
發展曆程
資質榮譽
正航生活
聯系我們
新聞資訊
公司新聞
行業資訊
應用案例
産品中心
PLC
分布式I/O
人(rén)機界面
開關電源
快速接線
伺服系統
冗餘系列
解決方案
水處理
制冷制熱及供熱
紡織機械
采礦及治金
其它領域
服務支持
服務保障
售後保障
技術咨詢及購買
文檔與資料
客戶反饋
渠道(dào)建設
渠道(dào)政策
渠道(dào)申請
上(shàng)海正航電子(zǐ)科技有限公司
地(dì / de)址:上(shàng)海松江區九亭鎮久富開發區葉亭路28号1棟
電話:021-64757771 54979238 54979653
傳真:021-64757772-830
網址:http://www.zhenghangPLC.com
電郵:zhdz@zhenghangPLC.com
正航電子(zǐ)微信公衆号
© 2015 上(shàng)海正航電子(zǐ)科技有限公司 版權所有
京ICP證000000号